
Contenuto
- Il linguaggio dell'ingegneria meccanica
- Terminologia di base per la progettazione e la costruzione di stampi
- Pressa per stampaggio
- Premere il tratto
- Dimensione stampo
- Getti
- Die dettaglio
- Fresatura e lavorazione
- Core Design
- Disegno in bianco
- Trim Die
- Acciai da taglio
- Pierce Equipment
- Die Cam
- domande e risposte
Jason Marovich è stato impiegato come disegnatore e operatore CAD dal 1990 al 2005 nel campo dell'ingegneria automobilistica.

Il linguaggio dell'ingegneria meccanica
C'è una sorta di pseudo-linguaggio che si è sviluppato nell'industria dello stampaggio dei metalli. Per il profano, che non è stato illuminato su come vengono realizzate le parti in lamiera, ascoltare qualcuno che ne parla può essere come ascoltare qualcuno che parla una lingua straniera.
Questa guida è stata scritta per aiutare coloro che vogliono sapere di cosa parlano gli ingegneri e gli operai delle fabbriche quando discutono dello stampaggio della lamiera e delle macchine che eseguono i processi di stampaggio, formatura, rifilatura, flangiatura, perforazione e ricottura della lamiera.
L'ingegneria degli stampi è uno di quei mestieri che richiedono anni per essere compresi appieno. Almeno una conoscenza grezza della metallurgia, dei sistemi di pressione, della lavorazione dell'acciaio e della fusione del ferro sono tutti strumenti che i progettisti e i costruttori di stampi possiedono.
La tecnologia informatica ha fornito ai profani la possibilità di visualizzare modelli tridimensionali di presse e matrici per stampaggio. Questi programmi di progettazione virtuale sono fondamentali per consentire ad altri di seguire uno stampo attraverso le varie fasi della sua progettazione e costruzione. Ma, se non hai idea di quali componenti stai guardando o quale scopo servono, avrai problemi a seguire le spiegazioni di qualcuno sulla macchina, semplicemente perché molti dei nomi e delle parole usati nell'ingegneria meccanica non sono noti al persona che non ha avuto un'esposizione prolungata all'industria dello stampaggio dei metalli.
Per un'introduzione ancora più basilare allo stampaggio di lamiere nell'industria automobilistica, leggi "Stampi per stampaggio: una spiegazione di base degli stampi per stampaggio metalli. "Questa guida è progettata per aiutare le persone a comprendere i concetti più basilari di come una parte automobilistica in lamiera passa dal concetto alla produzione e funge da introduzione educativa a questo articolo.
Terminologia di base per la progettazione e la costruzione di stampi
I seguenti termini sono in ordine di utilità; sono ordinati per aiutare qualcuno che non ha familiarità con i tipi di stampi meccanici e la loro applicazione come strumenti per realizzare parti metalliche stampate.
Pressa per stampaggio
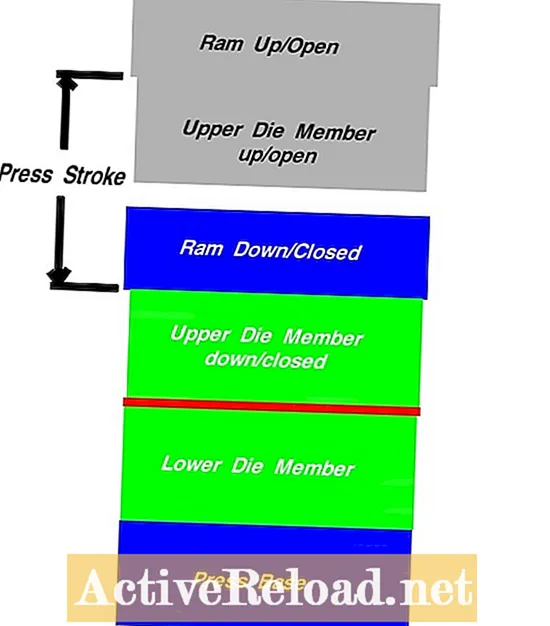
Questa è la macchina a cui si attacca una matrice finita. Il fondo di una pressa, o la base, è fermo. Il pistone superiore si muove su e giù e fornisce la pressione necessaria per formare o trattenere la posizione di metallo sulla metà inferiore dello stampo, che è montato sulla base fissa. L'elemento di stampo superiore è montato sul pistone, viaggiando così su e giù con esso.
Premere il tratto
Il pistone di una pressa procede verso il basso finché l'elemento di stampo superiore è chiuso sull'elemento di stampo inferiore. Il pistone quindi torna su, aprendo lo stampo e consentendo di rimuovere la parte finita. Un nuovo grezzo viene quindi inserito nella matrice. Ogni ciclo di salita e discesa viene eseguito secondo le stesse specifiche a seconda del tipo di pressa. La distanza percorsa dal pistone verso l'alto o verso il basso è la corsa della pressa.
Le presse più grandi hanno tipicamente una maggiore distanza di corsa della pressa. Un altro fattore importante della corsa della pressa sono le corse al minuto. Presse diverse hanno diverse variazioni di velocità e due fattori, la distanza della corsa della pressa e le corse della pressa al minuto, vengono considerati attentamente prima che gli ingegneri degli stampi inizino a lavorare sugli stampi che saranno montati sul carrello della pressa e sul pistone.
Dimensione stampo
Queste dimensioni generalmente si riferiscono alle piastre superiore e inferiore, su cui sono montati i restanti componenti dello stampo. Questi sono o serie di stampi in acciaio o scarpe in ghisa. Il ferro è più economico dell'acciaio quindi, se è necessario uno stampo grande, molto probabilmente sarà fatto di ferro. I set di matrici più piccoli sono realizzati in acciaio e spesso venduti come set di matrici completi con perni guida e fessure o fori di montaggio forniti. Le dimensioni di uno stampo includono la dimensione complessiva (o.a.) della matrice e la dimensione del set di stampi. Se una scarpa superiore in ferro ha uno spessore di 50 mm e una lunghezza di 1200 mm e una lunghezza di 800 mm, le dimensioni sarebbero le seguenti: 50 x 1200 x 800. Le matrici possono essere facilmente progettate per qualsiasi dimensione mentre le matrici in acciaio sono vendute in varie dimensioni, scegliendo giusto a volte può rivelarsi una sfida.
Getti
Quando si decide di progettare uno stampo in ferro, le parti dello stampo vengono chiamate getti. Questo non include articoli standard come punzoni o blocchi di sicurezza, che sono normalmente realizzati in acciaio. I getti di ferro sono metalli non finiti che possono essere lavorati in vari punti in cui è richiesta una superficie pulita (cioè una superficie di montaggio).
La progettazione di getti richiede che l'ingegnere tenga conto del peso, della resistenza della parete, delle dimensioni del nucleo e del costo. Una volta che un progetto di fusione è stato approvato, viene estratto o separato dal progetto generale e gli viene fornito il proprio file di computer. Questo file viene inviato a una fonderia dove il ferro viene versato secondo le esatte specifiche fornite dalla fonte del progetto. Quando il ferro si raffredda, un modello tridimensionale è pronto per ulteriori lavori da parte dei macchinisti.
Die dettaglio
Questi sono normalmente getti estratti dal progetto complessivo, come descritto sopra. Ma possono includere componenti in acciaio. Ogni volta che un disegno o un modello 3D aiuterà i costruttori a vedere o comprendere meglio un progetto, una società di costruzioni potrebbe richiedere livelli o file separati che consentiranno loro di esaminare separatamente qualsiasi componente principale dello stampo. Un tampone superiore, ad esempio, verrebbe colato e lavorato a macchina da materiale (file, progetti) che lo mostrava non solo come inserito nello stampo, ma anche separatamente.
Fresatura e lavorazione
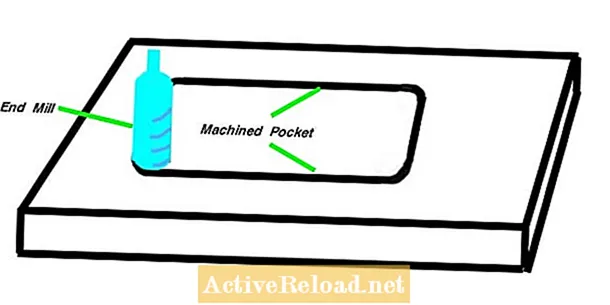
L'atto di rifinire una superficie si chiama lavorazione. È spesso realizzato con una fresa in metallo rotante, chiamata mulino. I mulini possono essere utilizzati per tagliare tasche in ferro o acciaio, creare superfici finite secondo specifiche rigorose e seguire percorsi programmati nel suo computer che consentono loro di lavorare grandi superfici per ore senza fermarsi.
Nella figura sopra si notano gli angoli arrotondati della tasca in lavorazione. A meno che non vi sia un run-out, un modo per liberare il percorso della fresa durante la rimozione o durante il passaggio alla successiva operazione, gli angoli saranno arrotondati allo stesso raggio della fresa. Questi strumenti non possono creare angoli squadrati, ma ci sono strumenti per bruciare i fili e altre opzioni per farlo.
Core Design
Questo si riferisce alla pratica che i progettisti utilizzano per alleggerire il metallo. Cioè, un solido blocco di ferro potrebbe essere ritoccato (alleggerito rimuovendo parte del ferro), purché non comprometta la forza del ferro all'interno dello stampo. I due vantaggi di progettare uno stampo con un piano del nucleo intelligente (molte volte in base agli standard di carotaggio forniti dall'ente che ha richiesto la parte) sono l'efficienza dei costi del ferro e la sensibilità al peso dello stampo.
Disegno in bianco
Questa è l'operazione eseguita dalle trafile. Questi dadi sono normalmente il primo o il secondo dado in una serie di dadi. Un pezzo grezzo di lamiera non formata viene caricato nello stampo e formato secondo le specifiche fornite nel file di dati della parte. Disegna gli stampi usando la pressione per formare il metallo. Un tampone inferiore flottante, alimentato da un sistema di pressione sottostante, è parte integrante di qualsiasi trafila.Questo pad può essere utilizzato per formare il metallo contro il punzone superiore oppure può essere usato come un "anello" per afferrare il metallo mentre il punzone scende e lo forma.
Trim Die
Questo tipo di matrice è progettato con l'obiettivo di tagliare il metallo indesiderato da una parte. Gli stampi di rifinitura possono essere implementati per tagliare fori grandi, come le aperture delle finestre. Il taglio su una linea di taglio finita a volte viene eseguito con più di un dado di taglio nella scaletta. I progettisti faranno del loro meglio per eseguire tutte le principali operazioni di rifilatura in un unico stampo, ma a volte non è possibile.
Esistono tre tipi di finiture di base:
- Taglio approssimativo: Taglio del materiale per aumentare l'efficienza o accedere all'operazione successiva, il taglio finale.
- Taglio finale: Questa è l'operazione in cui la parte viene tagliata alla sua forma finale.
- Rifinitura interna: Normalmente più complicato e che richiede un piano di layout in acciaio di rifinitura, questo è l'atto di tagliare le aperture che si trovano all'interno della linea di taglio finale.
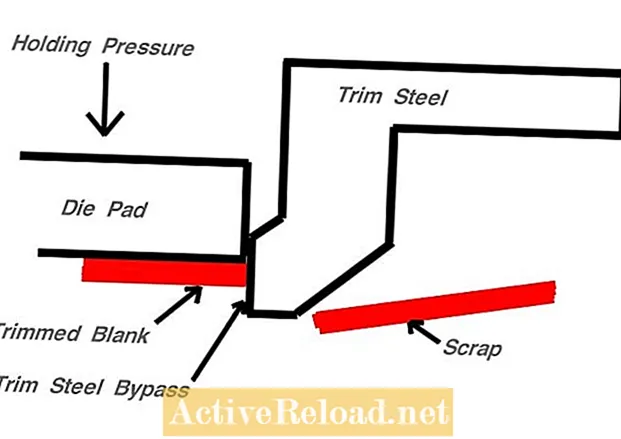
Acciai da taglio
Questi componenti in acciaio maneggevoli hanno una superficie di montaggio e una lama di rifinitura. Le lame montate su uno stampo o camma superiore agiscono come la parte superiore di un paio di forbici. Quando vengono abbassati sul metallo, incontrano un acciaio inferiore che funge da mascella inferiore di un paio di forbici. Gli acciai vengono inseriti leggermente nel metallo, abbastanza per aggirare il suo spessore di metallo. La lamiera che cade dalla linea di taglio dopo il taglio è chiamata rottame.
Pierce Equipment
Quando in un pannello sono necessarie aperture più piccole, come fori rotondi o quadrati, viene utilizzato un punzone dello stampo (montato in un fermo dello stampo, che a sua volta è montato su una superficie dello stampo di chiusura). Questi punzoni in acciaio temprato possono essere affilati in modo che un singolo punzone possa sopravvivere all'intera procedura di stampaggio, a volte decine di migliaia di colpi. L'apparecchiatura di perforazione normalmente si riferisce al punzone maschio, al bottone della matrice femmina e ai fermi di montaggio.
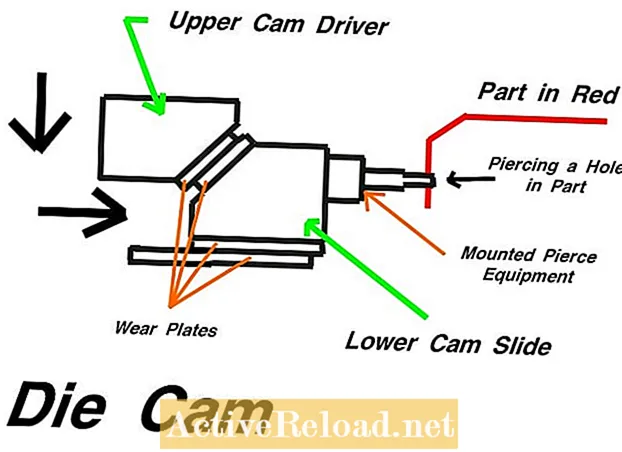
Die Cam
Questo è un dispositivo meccanico (vedere lo schema sotto) che consente di eseguire un'operazione di stampo in un modo diverso da quello verso l'alto e verso il basso. Una superficie angolare può essere lavorata sulla superficie di uno stampo per accogliere una camma scorrevole, la metà della camma che può effettivamente muoversi in modo più orizzontale. La superficie angolare del driver della camma si chiude sulla superficie angolare della slitta della camma, facendo scorrere la metà inferiore in una determinata direzione. Un punzone, ad esempio, montato sulla faccia della slitta della camma può essere premuto in avanti dall'azionatore della camma in modo da perforare un foro orizzontalmente nella lamiera.
Ovviamente, man mano che coloro che hanno un interesse nella progettazione degli stampi imparano processi di stampo più avanzati, saranno esposti a una terminologia sempre più nuova. Poiché la produzione di parti richiede il coinvolgimento di così tante persone in diversi mestieri, c'è un'opportunità per i più ambiziosi di apprendere non solo il vocabolario nel proprio campo, ma anche in ciascuno dei processi complementari.
Un ingegnere di produzione a tutto tondo capirà il viaggio intrapreso da un grezzo di lamiera per arrivare al prodotto finito. Il macchinario costruito per produrre queste parti passa attraverso un processo altrettanto prezioso per l'ingegnere che desidera conversare sulla produzione di parti a tutti i livelli.
Questo articolo è accurato e fedele al meglio delle conoscenze dell'autore. Il contenuto è solo a scopo informativo o di intrattenimento e non sostituisce consulenza personale o consulenza professionale in questioni aziendali, finanziarie, legali o tecniche.
domande e risposte
Domanda: Cos'è un custode "Jalicoal"? Non ho idea di come scriverlo. Jollicko?
Risposta: Il nome dell'azienda è Jolico. Puoi trovare e ordinare i blocchi del custode nel loro libro degli standard.

